溶融亜鉛めっきは、高温で溶かした亜鉛に鋼材を浸し、表面に亜鉛皮膜を形成する技術です。
亜鉛めっき加工を施した鋼材は、サビや腐食が発生しません。塗装や電気めっきなどとは異なり、亜鉛と鉄から形成される「合金層」により、亜鉛と鉄が強く金属結合しているため、長い年月を経てもめっきが剥がれることはありません。
鉄を錆びない・腐食しない素材へと変化させることができる、地球にやさしい技術です。
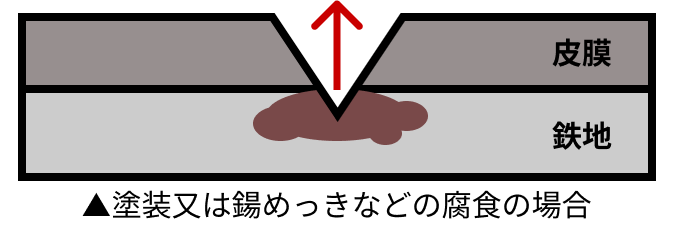
錫めっき、ニッケル、クローム等の金属皮膜又は塗装による皮膜は、単に大気を遮断する働きをするだけで、皮膜が破れると鉄地の腐食を促進する欠点があります。
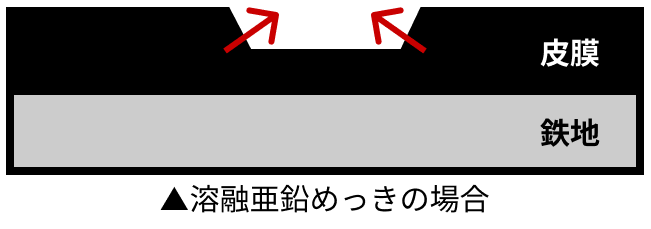
亜鉛めっき皮膜が局部的に欠損してもイオン反応により周囲の亜鉛が鉄より先に溶け出すことで鋼は腐食しません。(犠牲防食作用)
【バリアー機能】
溶融亜鉛めっき皮膜は、鋼を完全に覆い、外部の腐食因子(酸素、水分、塩分等)から遮断することにより、鋼の腐食を防ぎます。溶融亜鉛めっき皮膜が存在する限り、鋼は全く腐食しません。
【保護皮膜作用】
溶融亜鉛めっき大気中の酸素、水分等と反応し、表面に腐食生成分が形成されます。この腐食生成分はやがて薄く緻密な不働態皮膜となり、亜鉛めっきの消耗をさらに低下させます。
※画像 耐食性能の違い(図照)
防錆効果が長期間持続するので、再処理などのメンテナンスは不要です。長期的にみると他の防錆方法と比べてはるかに経済的です。
※画像 亜鉛付着量と環境別耐用年数(図参照)
鉄素地と亜鉛の合金反応により合金層を形成し鉄と強固に密着します。そのため衝撃や摩擦に強く、塗装などに比べ容易に剥離しません。
めっき層に浸漬させるので、複雑な構造のものやタンクやパイプの内側など、目に見えない手の届かない部分でも均一なめっきができます。
*1…適用例の欄に示す厚さ及び直径は、公称寸法による。
*2…旧規格では、2 種について付着量を規定している。
*3…1種の付着量は、HDZ A の平均めっき膜厚の平均値(35μm)又は HDZ B の平均めっき膜厚の平均値(42μm)に、めっき皮膜の密度を 7.2 g/cm3として、これに乗じた値を示す。
眞和の強みは、お客様のちょっとした「不」を解決できるワンストップ体制にあります。
一般的なめっき加工は、加工前の製品を工場に持ち込み、加工が終わったら引き上げていきますが、当社はその前工程、後工程においてさまざまなオプションをご用意しています。 小牧工場にて鉄の加工を請け負っているため、お客様が製品を持ち込むための製作・運搬コストがかからず、かつ短納期対応が可能です。また、後工程においてタップ処理、歪み取り、穴さらえや、お客様の納品先への直接納入、などもご要望に応じて細やかに対応しています。さらに、協力会社との連携によりさまざまな案件のハブとなり対応することも可能です。
お客様からの「眞和さんにお願いればなんとかなる」というご信用を受け、日々さらに改善しています。
既存の再生めっき技術には塩酸などの産業廃棄物がつきものでしたが、眞和は独自の技術でそれらを資源化することに成功。
産業廃棄物の廃棄費用がかからずに鉄製品をよみがえらせる事ができるため、お客様からコスト面で喜びの声をいただいております。
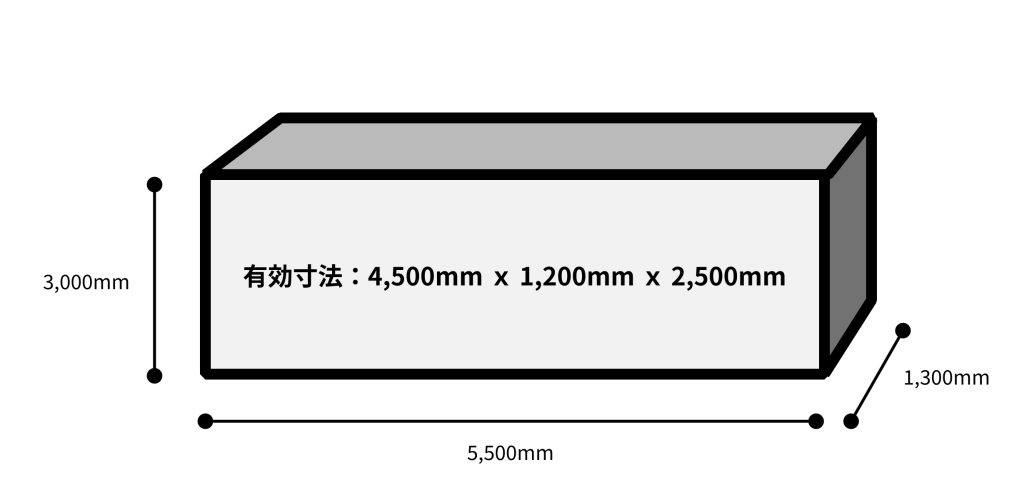
※有効寸法以外の製品に関しましても、お気兼ねなくお問い合わせください。
Flow
メールにてご発注いただきます。その後、材料の発注を含む一次加工を社内にて行います。もちろん、めっき製品以外でも対応可能です。
社内でアイアンワーカー等を使用し材料の切断・穴あけを行い溶接加工を行い 製作をしていきます。
製作完了後製品の長さ・数量・穴位置をJIS規格内の公差にあるかを検査。
検査後、めっき加工を行う製品は社内便にて本社へ。
黒材は小牧工場へお引き取り。
鉄製品をアルカリ性水溶液に浸し、表面についている油汚れなどを取り除きます。
鉄製品を塩酸に浸し、サビや酸化物を取り除きます。
酸洗い後のサビの発生をおさえて鉄と亜鉛の合金反応を促進させるため、加熱した塩化亜鉛アンモニウム水溶液に浸し、表面にフラックス皮膜を形成させます。
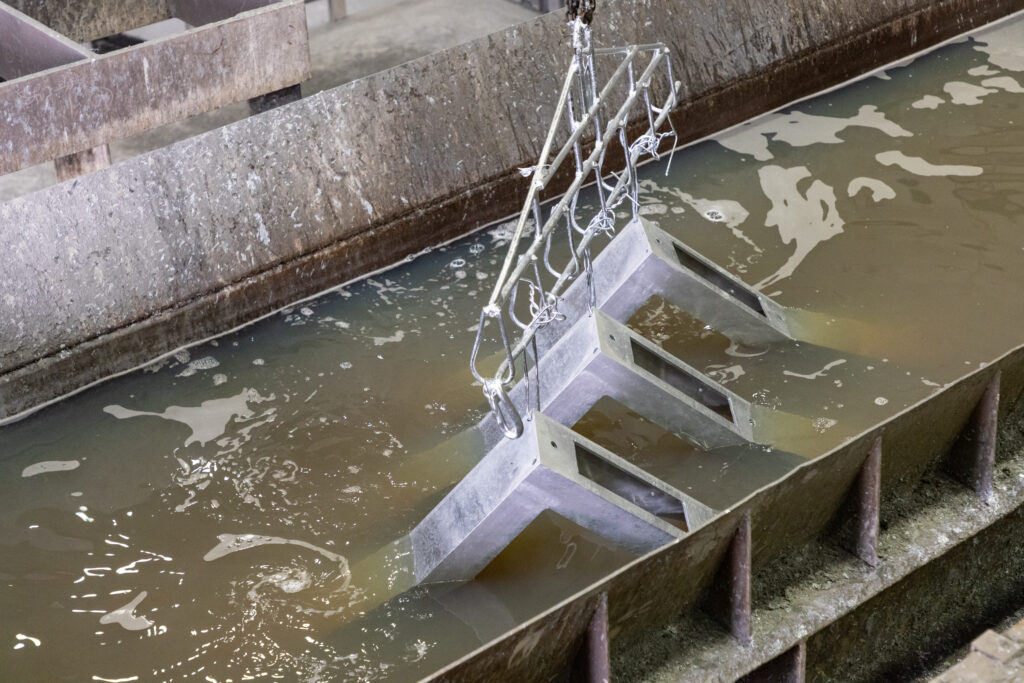
鉄製品を溶融亜鉛の槽に浸し、亜鉛と鉄の合金反応によるめっき皮膜の形成を行います。
めっき後の製品を冷却することで、鉄と亜鉛の合金層の成長を抑えます。
白さびの進行を遅らせ、めっき光沢の輝きを維持します。
水溶性の樹脂で被膜を形成し、亜鉛白さびの進行を遅らせ、めっき光沢の輝きを維持します。
めっき後に、余剰亜鉛や酸化カスの除去を行います。
他にも、歪取り・ネジ処理・タップ加工処理などの二次加工を施します。
詳しくは眞和のプラスαをご覧ください。
外観検査・数量・重量を検査。
めっき証明が必要な製品は膜厚検査も行います。
愛知県内、中部地方を中心に年間500社以上の案件に取り組んでいます。
眞和興業では2ヵ所工場があり、相互の工場の連携により、製作→めっき→めっきの後加工→配送まで全て一貫で行うことによりお客様に短納期で製品を提供することができます。
有効寸法:4,500mmx1,200mmx2,500mm
アイアンワーカー(2,500L) 1台
アイアンワーカー(5,500L) 1台
自動溶接ロボット 2台
ブレーキ(2,000L) 1台
メタルソー 1台
シャーリング(13m/m×1,300m/m) 1台
バンドソー(750幅) 1台
ボール盤(直立・タッピング)1台
アーク・半自動溶接機 計5台
高速カッター 1台
プラズマ切断機 1台
ショットブラスト 1台
Award
前加工(ショットブラスト)+めっき+後加工
当社から依頼していている製品の中には、薄板の箱形状など、構造上めっきを施す事が難しいものが複数あります。
その難形状の製品に対して、眞和興業独自のめっき工法により、均等なめっき厚でかつ、ひずみが少ない製品を長期に渡って納入していただいています。
安定した品質に感謝しています。
後加工
支柱の製作をお願いしている協力会社さんを通じて、溶融亜鉛めっきをお願いしています。
厳しい納期にも柔軟に対応いただき、助かっています。
鋼材加工+めっき+配送
当社は通信・配電等の金物を全国に納入しています。
開発・製作・めっきは関東で行っていますが、BCPの観点や物流コスト低減のため、中部以西の案件について製作からめっき、配送まで一貫して行える業者を探しており、取引先より紹介を受け新規取引を開始しました。
http://corporation-kaneko.com/
めっき+ショット加工
弊社は、板金加工、製缶加工、設計から組立まで幅広く製作を行っております。
当初はめっきのみを依頼していましたが、小牧工場でショット加工を行っている事を知り、今ではめっきだけではなく、ショット加工も依頼しています。
再生めっき
製造から配送までワンストップで行っていただける点、また多種多様な仕様や台数に対応でき、クロムフリーな品質、コストや納期を事前に打ち合わせできる点などが決め手となっています。
また、作業していただく方のセンスがピカイチなのも良いところです。
対応できます。弊社は、小ロットから受注をしておりますので、お気兼ねなくご相談ください。
有料になりますが対応できます。料金はこちらのとおりです。
成績書:500円/部 工程写真:3,000円/部
※前処理・めっき・仕上げ
歪みは、材質をはじめ、溶接方法・厚み・構造などの要因で起こります。
冷却方法などで最小限にする事は可能ですが、歪み具合を把握する事は非常に困難です。 一般的な歪みが発生する傾向はがお伝えできますので、事前に図面等をお送り頂ければ御返答させていただいます。
穴の径・穴を空ける場所の不明点は、こちらをご確認ください。
製作上の注意点[資料ダウンロード>製作上の注意点]
めっきの抜け穴が無い場合、不めっき・めっき溜まりが生じるだけではなく、製品の中にある空気が熱膨張し、製品の破損や事故に繋がる場合がありますので、吊り穴・スカラップのない製品は、不適正と判断されたものにつきましては誠に不本意ながらご対応できかねる場合がございます。お持ち込み前に再度ご確認いただきますようお願いいたします。
承っておりますので、ぜひご相談ください。弊社の協力会社と連携し対応させていただきます。
長さ4,000mm、幅1,200mm、深さ2,000mmまで対応できます。
長さが300mm以下、または4,500mm以上の製品は、協力会社と連携しながら対応しますので、ぜひご相談ください。
製作上の注意点・依頼書・会社カレンダーはこちら